The global liquid packaging machine market is undergoing a seismic shift. Driven by the rising demand for convenience foods, pharmaceuticals, and personal care products, the industry is projected to reach multi-billion dollar valuations by 2030. From the bustling factories of Southeast Asia to the high-tech production lines in North America, the need for precision, speed, and hygiene has never been greater.
In today's industrial climate, "efficiency" is no longer just a buzzword—it is a survival requirement. Manufacturers worldwide are transitioning from manual labor to fully automated bottling lines to minimize human error and maximize ROI. Whether it is the delicate handling of pharmaceutical serums or the high-speed filling of carbonated beverages, the technology behind liquid packaging has become the backbone of modern supply chains.
Integration of AI-driven sensors for real-time monitoring, ensuring zero-drip precision and predictive maintenance to reduce downtime.
Machines are now designed to handle eco-friendly materials, reducing plastic waste and supporting the global circular economy.
Remote operation and data analytics allow factory managers to track production metrics from anywhere in the world via mobile devices.
China has evolved from a low-cost manufacturing hub to a global leader in high-end industrial engineering. As a premier China liquid packaging machine manufacturer, we offer a unique blend of advantages that Western competitors often struggle to match:

Hebei Yongli Machine Co., Ltd was founded in 2009, and our company covers an area of 15,000㎡. We are a leading enterprise in the research and production of liquid and beverage packing machines.
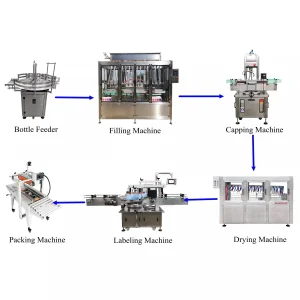
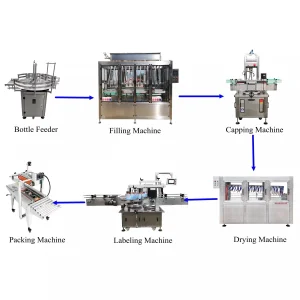
Our expertise spans across a comprehensive range of products including: water treatment plants, beverage and daily chemical filling machines, labeling machines, film shrink wrapping, and carton packing machines. We specialize in delivering complete beverage processing and production lines tailored to international standards.
To empower global manufacturers with reliable, automated packaging technology that enhances productivity and ensures product safety.
Liquid packaging is not a "one size fits all" industry. Different regions and sectors require specific engineering nuances:
In the Middle East and Africa, there is a massive demand for high-viscosity filling for soaps and detergents. Our piston-pump machines are engineered to handle thick gels without clogging.
For European and American craft distilleries, our vacuum and isobaric fillers preserve the flavor profile and carbonation of premium spirits and beers.
Global pharma requirements demand 100% sterile environments. Our machines feature 316L stainless steel and CIP (Clean-In-Place) systems to meet FDA and GMP standards.
Filling fertilizers and pesticides requires corrosion-resistant materials. We use specialized plastics and alloys to ensure machine longevity in harsh chemical environments.
We don't just sell machines; we provide end-to-end operational change management to ensure your production line is a success from day one.
Comprehensive bottle, label, and machine layout design tailored to your specific factory footprint and production goals.
After the down payment, we initiate a rigorous manufacturing process based on your approved bottle designs and layout specs.
Our "Perfect Team" of technicians travels to your site globally for installation, debugging, and staff training to ensure seamless operation.
We provide free online after-sales support and complimentary spare parts during the warranty period to keep your business running.
Understanding the physics of your liquid is crucial for selecting the right equipment. As experts in the field, we guide our clients through the following technologies:
Ideal for thin, free-flowing liquids like water, juice, and spirits. It uses the weight of the liquid to fill the container, offering high speed and simplicity.
The gold standard for viscous products like honey, peanut butter, and creams. It uses a volumetric piston to ensure every jar has the exact same amount of product.
Perfect for transparent containers where a uniform fill level is aesthetically important. It fills to a specific height on the bottle, regardless of slight variations in bottle volume.
Essential for carbonated drinks and sensitive liquids. Isobaric filling maintains pressure to prevent foaming, while vacuum filling is used for high-precision pharmaceutical applications.
SEO Note: When searching for a China liquid packaging machine factory, it is vital to look for manufacturers like Hebei Yongli that offer CE and ISO certifications. Our commitment to quality ensures that your investment is protected by international engineering standards.