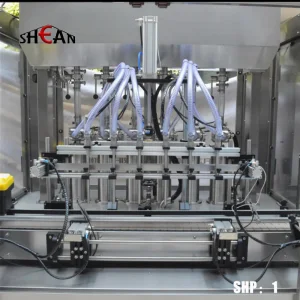
Engineered for immediate commercial impact, our premier multi-head filling configurations deliver high-accuracy filling metrics across diverse viscosity levels.




The Union of the Comoros, located in the strategically significant waters of the Mozambique Channel, is experiencing a foundational industrial shift. Historically driven by traditional agricultural practices, the islands of Grande Comore (Ngazidja), Anjouan (Nzwani), and Mohéli (Mwali) are actively transitioning toward high-yield value addition. At the center of this transformation lies the absolute necessity for modern, clean, and highly precise liquid packaging automation.
Comoros is globally renowned as a leading producer of Ylang-Ylang (Cananga odorata) essential oil, a key ingredient in luxury French perfumery. For generations, this premium extract has been hand-processed and manually bottled, resulting in costly product waste, atmospheric oxidation, and high labor costs. Integrating automatic multi-head liquid filling machinery allows local distilleries and processing cooperatives to lock in exact volume measurements, completely eliminating overfills while keeping highly-volatile essential oil compounds free from air exposure.
Beyond essential oils, local manufacturing sectors are growing rapidly. To minimize reliance on expensive imports, local entrepreneurs are investing in domestic packaging of cooking oils, cosmetic lotions, fruit juices, and household cleaning products like liquid dishwashing soaps. To remain competitive, Comorian factories must replace slow, single-nozzle operations with multi-head high-speed pneumatic and servo-driven filling systems designed to handle varying product thicknesses.

Our engineering excellence is verified by proven operational benchmarks across major global corridors and local agricultural hubs.
Modern liquid filling systems rely on high-precision mechanical designs to handle various product behaviors, from watery liquids to sticky creams. Integrating high-precision peristaltic diaphragm pumps alongside servo-motor-driven pistons ensures accurate fill volumes with a target tolerance of ±0.1%. This extreme accuracy is crucial for valuable local products like Comorian Ylang-Ylang and vanilla extracts, where even tiny overfills can lead to significant profit loss over time.
Additionally, our machines feature specialized, diving-nozzle setups with vacuum suck-back systems. This completely eliminates drips and product foaming during bottling—an essential feature when handling high-foaming detergents or thick, viscous natural honey.
Our machines are equipped with premium, multilingual Siemens or Omron touch-screen PLCs. These allow operators in Comoros to store custom filling profiles for different bottle sizes and liquid viscosities. This intelligent system makes changeovers incredibly simple—shifting production from a 50ml vanilla bottle to a 5L cooking oil container takes just seconds, without needing complex tools.
To ensure long-term reliability on the islands, these PLCs are built with integrated remote support gateways. If your operators need calibration help or software adjustments, our expert engineers in China can securely log in via cloud access, diagnose the issue, and optimize your setup remotely in real time.
For food, beverage, and pharmaceutical manufacturers, strict sanitary standards are non-negotiable. Our liquid fillers are constructed from high-grade SUS304 or pharmaceutical-grade SUS316L stainless steel on all contact surfaces. This provides excellent corrosion resistance and stands up to aggressive sanitizing chemicals.
Our advanced systems also feature integrated Clean-in-Place (CIP) and Sterilization-in-Place (SIP) cleaning systems. These allow your production lines to run automatic, thorough hot-water or chemical wash cycles without having to disassemble the filling nozzles or pumps. This helps guarantee complete product purity and protects your brand from batch contamination.
We understand the real-world operational challenges of managing power consistency in East Africa. Standard industrial systems designed for other markets often struggle with voltage fluctuations and high humidity. Our machines are built with highly robust electrical setups tailored specifically for Comoros' 220V/380V 50Hz grid.
We integrate heavy-duty Schneider electrical relays, solid-state surge protectors, and independent cooling systems within the main control box. This ensures your machines run safely and reliably, year after year, even in challenging coastal environments.
Partnering with an industry-leading Chinese manufacturer like Hebei Yongli Machine Co., Ltd gives Comorian enterprises a clear competitive advantage. Spanning a modern 15,000㎡ production facility, our factory integrates advanced CNC milling centers, automatic laser cutters, and high-precision testing setups. This complete in-house manufacturing process ensures full quality control, from the initial steel frame fabrication to the final electronic programming.
Our deep integration with global shipping and supply chains ensures fast, reliable delivery paths from major Chinese ports straight to the Port of Moroni and Port of Mutsamudu in Comoros. We manage every step of the export packaging process, utilizing heavy-duty, moisture-resistant, vacuum-sealed wooden cases to protect your machinery from marine humidity during transit.
Additionally, we maintain a huge, ready-to-ship inventory of critical replacement parts, such as silicone O-rings, pneumatic valves, and heater bands. We can dispatch these parts within 24 hours via express air courier, keeping your packaging lines running smoothly and minimizing unexpected downtime.
Explore our full line of specialized multi-head liquid fillers, bottle blowers, and inline packaging systems, engineered for maximum performance in any manufacturing setup.











Established in 2009, Hebei Yongli Machine Co., Ltd covers a modern 15,000㎡ production facility. We are an industry-leading developer and manufacturer of high-precision liquid, beverage, and chemical packaging machines.
At Hebei Yongli, we combine decades of practical engineering expertise with a commitment to innovation. Our primary product catalog includes high-efficiency water treatment plants, beverage and daily chemical fillers, precision labeling machinery, shrink film wrappers, and complete packaging lines.
We don't just sell machinery—we deliver complete, custom engineering solutions. Our design team creates tailored bottle shapes, labels, and production layouts to fit your specific factory dimensions and operating goals. Whether you run a startup in Moroni or a large processing plant in Mutsamudu, we work closely with you to ensure your equipment fits your needs perfectly.
To ensure complete reliability, our customer service continues long after delivery. Once your machinery arrives, we dispatch our expert engineering teams directly to your site in Comoros to handle setup, system calibration, and operator training. This hands-on support helps your team achieve optimal performance right from the start.
We design custom bottle shapes, label layouts, and complete machine configurations tailored specifically to your project requirements and factory space.
Once order details and layouts are confirmed, our state-of-the-art Chinese facility begins production, adhering to strict ISO9001 and CE quality standards.
Once your machinery arrives, we dispatch our expert technicians to your factory to handle setup, system calibration, and operator training.
Enjoy complete peace of mind with lifetime online technical support, quick video diagnostic calls, and free replacement parts during your warranty period.
Get expert answers to common questions about importing, setting up, and operating our multi-head filling systems in Comoros.